If you have any trouble logging in to your account, contact us.
Sign Up
To start 3D printing or Laser Cutting, you'll need to create an account here. Once done, you'll be able to upload your files and get live quotes of yours parts
By clicking on “Create my account”, you give Sculpteo the authorization to process the information submitted above to create your account on the website. By clicking on corresponding boxes, you give Sculpteo the right to send you by mail its newsletter, news from its blog and/or commercial communications. To know more about how Sculpteo processes your personal information, you can check the privacy policy.
From rapid prototyping to production, discover all benefits of plastic 3D printing with SLS technology using our Nylon PA12 material. Get all information about this plastic 3D printing material!
The Nylon PA12 (plastic) objects printed through Sculpteo are created from a fine polyamide powder, more commonly known as plastic. Nylon PA12 (Plastic) is great for both experienced professionals and beginning designers because of its high precision and low cost. The good mechanical properties of this nylon material will be for more advanced additive manufacturing projects and can even substitute injection molding plastics. Thanks to its low concentration of amides, it has small moisture absorption, which implies a good resistance to chemicals.
The technical properties of this material also depend on the thickness of the 3D model you have created. Our 3D printing plastics have different elastic modulus measurements. You will find more technical data about tensile strength, flexural strength, or deflection temperature in the technical segment of this material page.
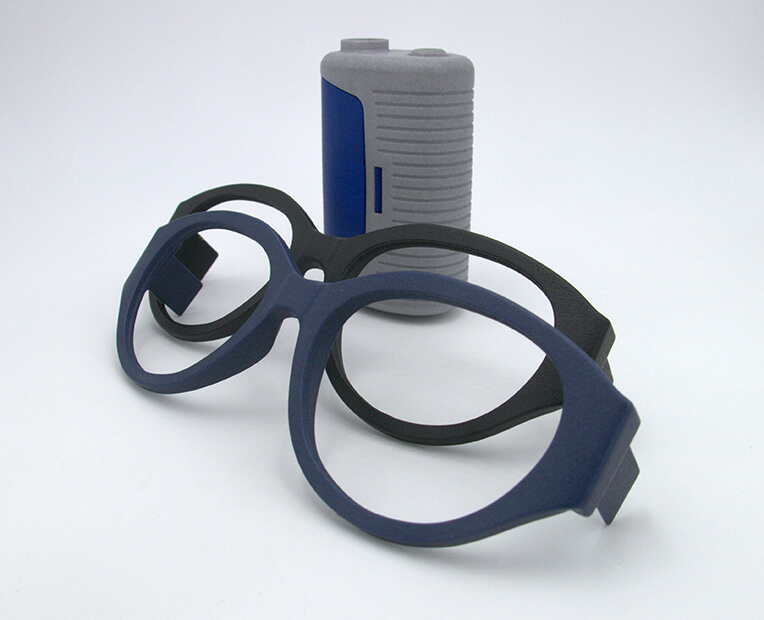
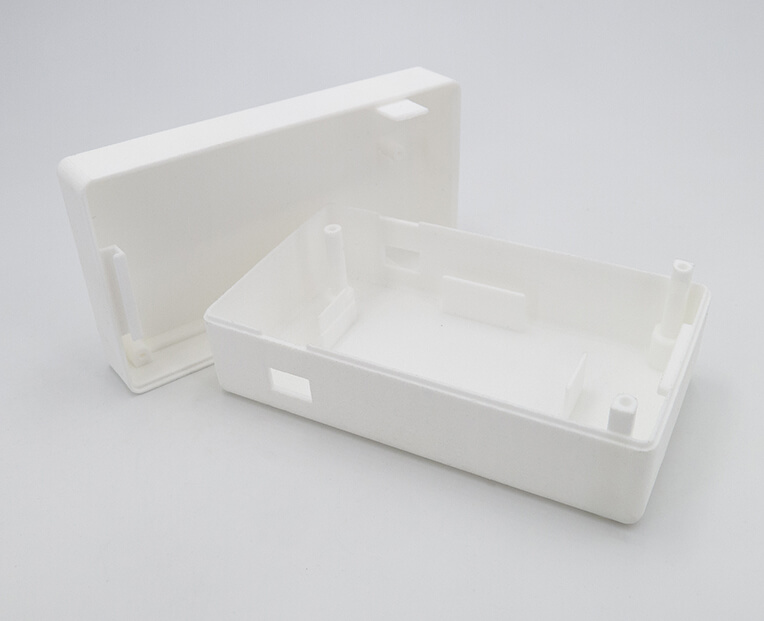
Unpolished, this material is white, granular, and somewhat porous when it is directly coming out of our industrial 3D printers- these options can be further refined with Sculpteo’s in house polishing and dyeing processes.
Applications: What can you achieve with this material?
This material is well used in the 3D printing industry, as it allows for rapid prototyping as well as finished consumer products. Prototyping with Nylon PA12 (plastic) is a good solution because this 3D printing material is cheaper and faster than other processes. You just have to modify your design with your 3D software and make new iterations. It is a common 3D printing material used for various applications and has really good quality standards.
The biocompatibility of this 3D printing material allows to 3D print objects for medical applications, such as 3D printed prostheses. The high abrasion resistance of this material also allows the creation of movable part connections such as gears or hinges.
This material has a good UV resistance, making it suitable to create parts that are adaptable to every weather.
You can have a look at different applications using Nylon PA12 in this section
Pricing
The printing price of your design is calculated automatically the moment it is placed online. As you modify your object (changing size, using batch control or hollowing feature, etc.) you will note that the price changes automatically. The pricing is based on a series of factors, including total volume, object size, and bounding box – to name a few.
White, unpolished Nylon PA12 (plastic) has the quickest turn around time of our materials. Polishing, painting and particularly large objects can extend the processing time. The estimated shipping time is also calculated automatically as the object is uploaded. Delivery time should be added to processing time and depends on the delivery option you choose.
You will have the choice among three delivery options: economical, standard, express. Your choice will necessarily impact the price of your order.
TheSelective Laser Sintering technology uses a highly specific laser that sinters thin layers of polyamide PA12 powder together one layer at a time. After each round of lasering, the printing bed is lowered and another layer of powder is evenly swept across the top for another round of sintering. This process is repeated at a layer height of either 100 – 120 µm or 60 µm until the object is completed.
Finishings available
There are multiple coloring and finishing options available through Sculpteo including dyeing, polishing, painting, chemical smoothing, and our special Color Touch and Color Resist processes.
Finishing options available after the additive manufacturing process:
Raw: Sandblasted but unpolished, the surface remains somewhat rough, it is the most economical option, perfect for your rapid prototyping process.
Polished: Polished through mechanical polishing, smoother to touch, layers still somewhat visible on rounded objects.
Chemical Smoothing: Smoothed through a physicochemical process, the objects finished with our exclusive Smoothing Beautifier process have a glossy surface. This brand new process aims at closing the gap between the surface quality of injection molded parts and 3D printed parts. The process brings smoothing to every section of the object and works by sealing the porous surface of your Nylon PA12 (plastic) part. This finish is recommended for organic shapes, figurines, but also for electronic enclosures. The Smoothing Beautifier delivers a surface finish that is as smooth as injection-molded surfaces. Due to the nature of this patented process, the result may vary from one part to another. The physicochemical reaction can indeed induce some transformation on the part such as minor geometrical changes or a loss of details. Designs that include very intricate geometries, hollowed parts or sharp angles or edges can suffer appearance transformations.
Dyed with Color Resist finish: A dyeing finish with a matte look that resists friction and allows for more consistent color between different production batches.
Dyed with Color Touch finish: This finish is available only after contacting our Sales team for customizing your order. With this dyeing finishing your 3D printed part gets a satin look. It withstands daily handling and is the perfect finish for parts that are exposed to external conditions, scratching and rubbing.
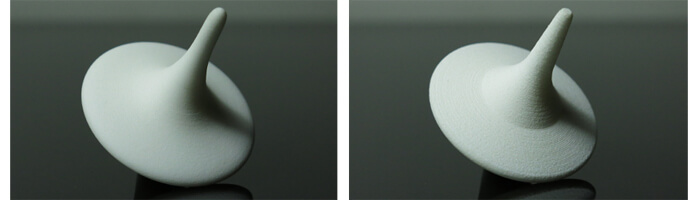
The picture shows on the left hand side an object printed in resolution 60 µm, and on right hand side resolution of 100- 120 µm
Sculpteo has two layer definitions available. A standard definition of between 100 – 120 µm and a high definition of 60 µm.
Maximum size raw (white/unpolished)
675 x 366 x 545 mm
Maximum size polished
300 x 220 x 200 mm x+y+z ≤ 540 mm
Maximum dyed regular
180 x 220 x 220 mm
Maximum size dyed in black
350 x 310 x 310 mm
Maximum size dyed polished
180 x 220 x 220 mm
Maximum size matte painted
675 x 366 x 545 mm
Maximum size dyed with Color Resist finish
280 x 280 x 450 mm
Maximum size dyed with Color Touch finish
280 x 280 x 450 mm
Maximum size polished 60µm
180 x 220 x 300 mm
Chemical Smoothing
min: 15 x 15 x 0.5 mm max: 450 x 250 x 200 mm
Minimum wall thickness (flexible)
0.8mm
Minimum wall thickness(rigid)
2mm
Minimum wall thickness stemmed elements
0.8mm with support 1mm without support
Minimum wall thickness particular design aspects
1-2mm
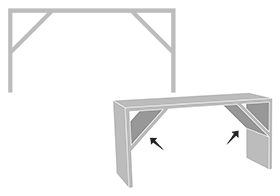
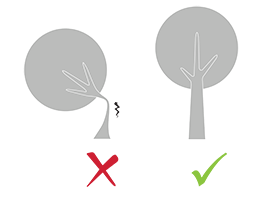
The walls of your design must adhere to a minimum thickness of 0.8 mm in order to guarantee the structure will not break. If the walls of your model are less than 0.8 mm, you can add a support structure to maintain stability.
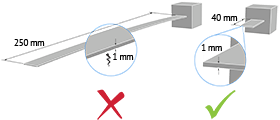
A stemmed element is a design aspect which is at least twice as long as it is thick. For unsupported and stemmed elements or parts of the design with a particular design constraint, it is also important to respect a minimum thickness of 1 mm in order to guarantee the object will not break.
Tip
Add a support structure to maintain stability. For example, if you are modelling a bust of a person, you can attach thin aspects of the design like the ears in more places around the model’s head. Doing that will avoid cantilevered and easily breakable elements in the final print.
With a 0.8 wall thickness, your design will be slightly flexible. To obtain more rigidity, we advise a 2mm wall thickness.
Good to know
Thin walls supporting large, heavy Nylon PA11/12 (plastic) models can warp under the weight of itself.
Sculpteo offers an online solidity check tool which highlights parts of the print that may be too thin for a print. From there you are able to tweak your design in order to create an object that is an appropriate thickness. To use it, you just need toupload your 3D file, select your material and click on “Verification” tab.
It is also important to keep in mind that the object is to be printed into real life. Thus if a thin aspect is supporting something that is too heavy for it, it may break – even though it is possible within the physics provided by your 3D modeling software. We recommend adding a bit of thickness to the places that will get a lot of handling, or that support the most weight.
Do not forget
Keep in mind that our solidity check tool does not detect physical aberrations such as floating parts, unstable position, parts supporting too much weight relative to their thickness, etc. Particular care must be given to the geometry of your design and the most stressed parts must be thickened.
Minimum size of details
0.3 mm
Minimum height and width details
Embossed : 0.4 mm
Engraved : 0.5 mm
Minimum height and width for a readable text
0.5mm
Enlargement ratio
1/1
A detail’s minimum precision is mainly determined by the resolution of our 3D printers. However, during the cleaning process, a fine layer of detail can also be lost. In order for a detail and text to be visible we recommend following our recommended sizes at the very least.
It’s possible that particularly fine embossings and engravings will not be visible, as the carving could get filled with excess powder that is later unable to be cleaned out. If an embossing or engraving is an essential part of your design we recommend making them as deep as possible.
Enclosed parts ?
Yes
Interlocking parts ?
Yes
Our Nylon PA12 (plastic) material has the ability to print the most complex designs of our materials thanks to Selective Laser Sintering technology. An example of a complex design is a volume enclosed within another volume, like a chain or maraca. Our printers have the ability to print a fully interlocked chain, with no support structures to remove.
Minimum spacing between fixed walls
0.5 mm
Minimum clearance between parts
0.5 mm
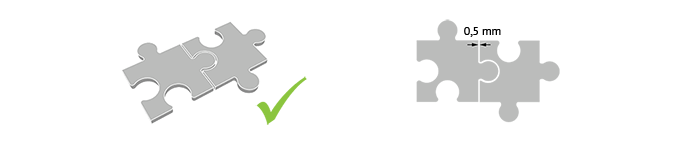
For a successful 3D print a minimum clearance between objects is required to allow excess material to be sand blown out. If this space is not left within the design, the object will be a solid. This is particularly important for articulated objects – as the space left between the walls will define the object’s ability to move.
Do not forget
Clearance should be at least 0.5 mm, however that is the minimum for small objects. Larger objects require more space between their parts. This is due to the SLS printing process. Our printer beds are heated during the process, and larger objects are heated for longer periods. A small space between large objects runs the risk of melting together as it remains under heat for a long period of time. In some other cases, holes should be added to allow us to drain for the excess powder material within the clearance.
Assembly ?
Yes
Minimum space
0.5 mm
Objects printed in polyamide can be printed to be assembled. As long as a width of at least 0.5 mm is left between the different parts of the object.
Hollowing ?
Yes
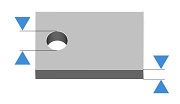
Our online hollowing optimization tool has the ability to greatly reduce the price of a print by reducing the amount of material used.
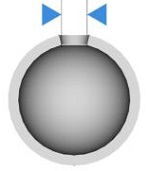
Using the tool requires adding two holes to your model, which will serve as the drain for the excess powder material within the object. The minimum size of these holes is determined by our website. Otherwise it is possible to hollow your object manually in your 3D modeling software.
Files with Multiple Objects ?
No
It is not possible to 3D print a 3D file containing several objects with our 3D plastic printers.
Koovea is a startup based in Montpellier, south of France, specializing in connected temperature monitoring for the logistics of temperature-sensitive products. Their challenges ? Develop rapidly a sensor resistant to extreme temperatures and respond to their client’s needs faster by offering customized versions of their products.
The cargo drone project aims to provide a low-cost add-on module for consumer drones for cargo transport purposes. With minimal time investment and a professional quality and surface finish, WeRobotics could meet all of its manufacturing requirements and still be cost-effective thanks to Sculpteo.
Hexadrone is a french company specializing in the development of mechatronic systems for civilian and military UAVs. Hexadrone also offers more than 3000 products, OEM parts, and RTF drones via their online platform. From prototyping to on-demand manufacturing, high-quality, customizable drones, Hexadrone found its success with Sculpteo’s online 3D printing services.
Macu4: Additive Manufacturing helps with designing, iteration and the production of a successful arm prosthesis. Macu4 turns to the innovative potential of AM to create arm prostheses that are affordable, lightweight, and versatile
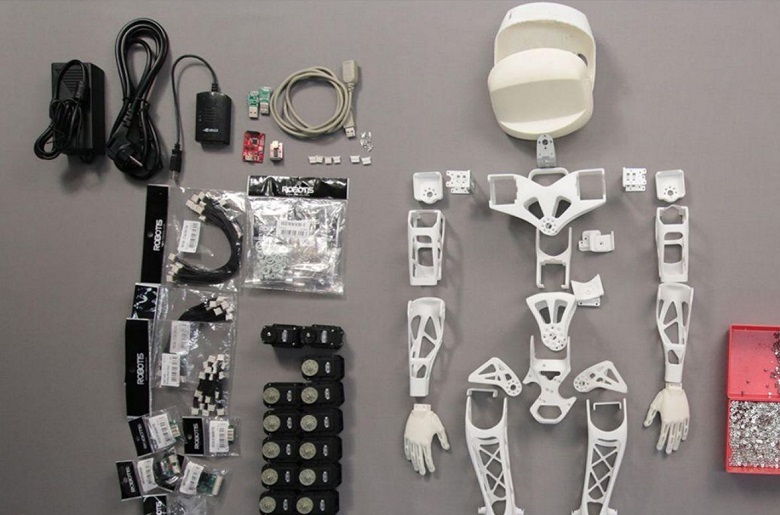
The most popular robot, Poppy Humanoid, is comprised of 33 different 3D printed components which can be customized per the client’s needs. With an ever-evolving robot like Poppy, Generation Robots needed an on-demand manufacturing solution to meet the personalized needs of customers.
With Sculpteo’s online 3D printing service you’re just a few clicks away from professional Nylon PA12 3D printing. Your 3D model is printed with the highest quality and delivered straight to your door.
 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook