If you have any trouble logging in to your account, contact us.
Sign Up
To start 3D printing or Laser Cutting, you'll need to create an account here. Once done, you'll be able to upload your files and get live quotes of yours parts
By clicking on “Create my account”, you give Sculpteo the authorization to process the information submitted above to create your account on the website. By clicking on corresponding boxes, you give Sculpteo the right to send you by mail its newsletter, news from its blog and/or commercial communications. To know more about how Sculpteo processes your personal information, you can check the privacy policy.
Are you looking for an efficient 3D printing resin material for big parts or mass production? Here are all the information you need about Ultracur3D® EPD 1086 .
Ultracur3D® EPD 1086 is a resin material for 3D printing, powered by Photocentric technology and part of the new Engineering Plastic Daylight (EPD) photopolymer product line. This resin is a daylight reactive urethane photopolymer material.
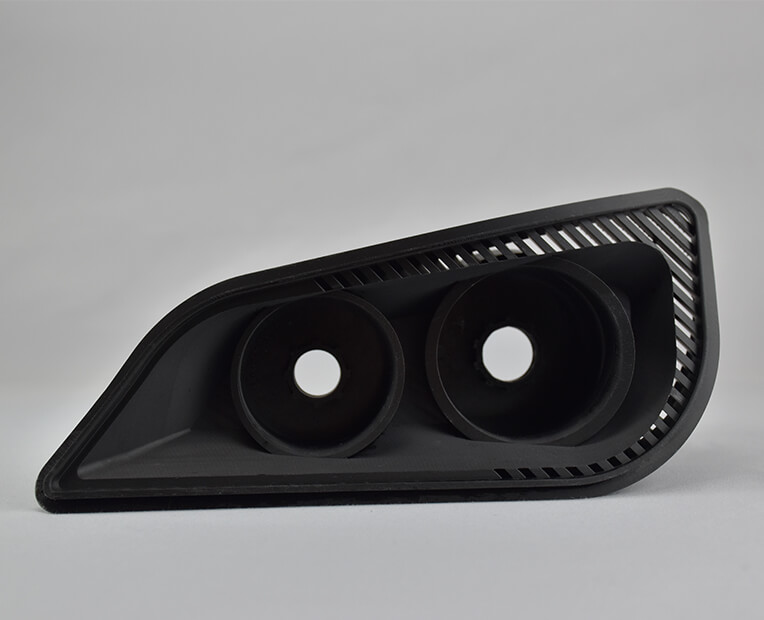
This resin material enables a wide range of applications and will be particularly useful to manufacture big parts with a 510 mm x 280 mm building tray. Ultracur3D® EPD 1086 offers the possibility to manufacture high-quality parts for demanding applications and industries, at a competitive price. The high toughness and flexibility will meet the needs of customers willing to print prototyping, engineering, and large-scale parts.
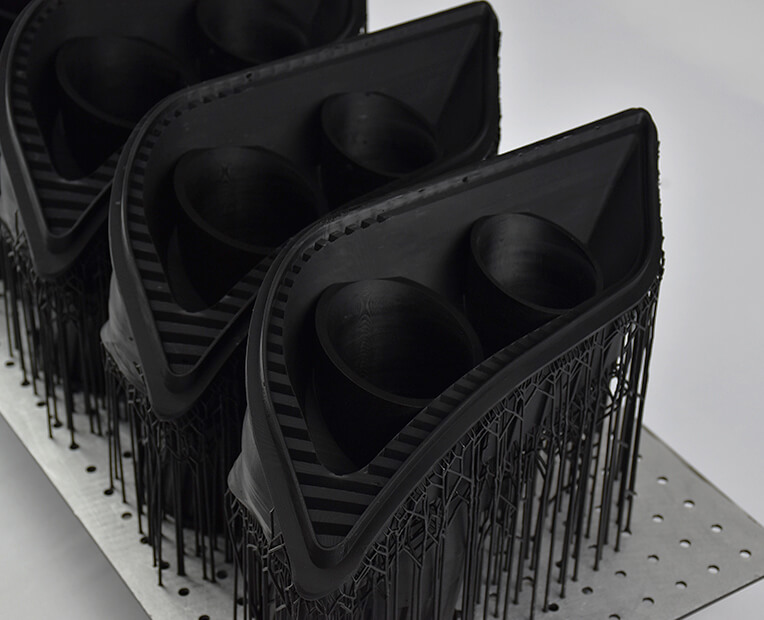
3D printed Ultracur3D® EPD 1086 parts are black and manufactured using Liquid Crystal Display (LCD) technology, a 3D printing technique particularly adapted to mass-production. Please keep in mind that you will have to respect specific design guidelines to avoid any problems during the additive manufacturing process. Be sure to check the material design guidelines while creating your 3D file and before you send it for 3D printing.
What are the possible applications for this material?
High detail – High precision
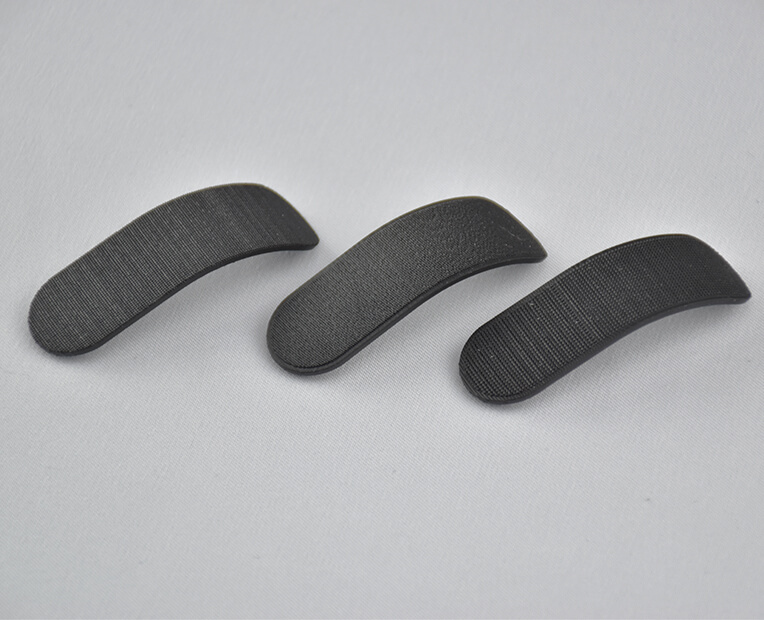
Ultracur3D® EPD 1086 offers the opportunity to create highly detailed features. Thanks to this resin material, you can manufacture precise objects also displaying good hardness when pressure is applied. Accuracy- 100μm (Over 90% of scanned data within +/- µm) – (data provided by Photocentric)
Big parts
Ultracur3D® EPD 1086 is a great material choice to manufacture robust large-scale objects. The maximum size allowed by LCD 3D printers for your resin parts is 510 x 280 x 350 mm (X – Y – Z)
Suitable for production
Building tray: 510 mm x 280 mm
Ultracur3D® EPD 1086 is an ideal resin material for functional parts, and thanks to the size of their building trays, LCD 3D printers are perfect to manufacture series.
Pricing
The printing price of your design is calculated automatically the moment it is uploaded. As you modify your object (changing material, finishing, size, using our hollowing feature, etc.) you will note that the price changes automatically. The pricing is based on a series of factors, including total volume, object size, and bounding box – to name a few.
The estimated shipping time is also calculated automatically as the object is uploaded and each time you make a modification on it. Delivery time should be added to processing time.
Liquid Crystal Display (LCD) technology is a 3D printing process for resin materials. This manufacturing technology is quite similar to Digital Light Processing (DLP). Just like DLP, LCD technology uses a light source to cure the resin. A UV light coming from an array of LEDs shining through an LCD flashes complete layers at the resin tank. A screen is used to mask the entire image, only revealing the current layer for curing.
Unlike SLA and DLP technologies, LCD does not require any specialized device to direct the light source.
What are the finishing options available?
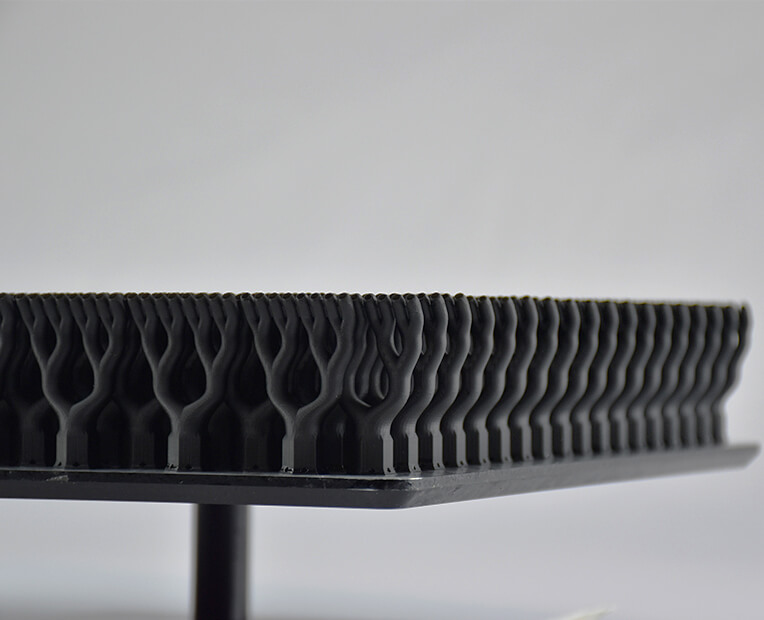
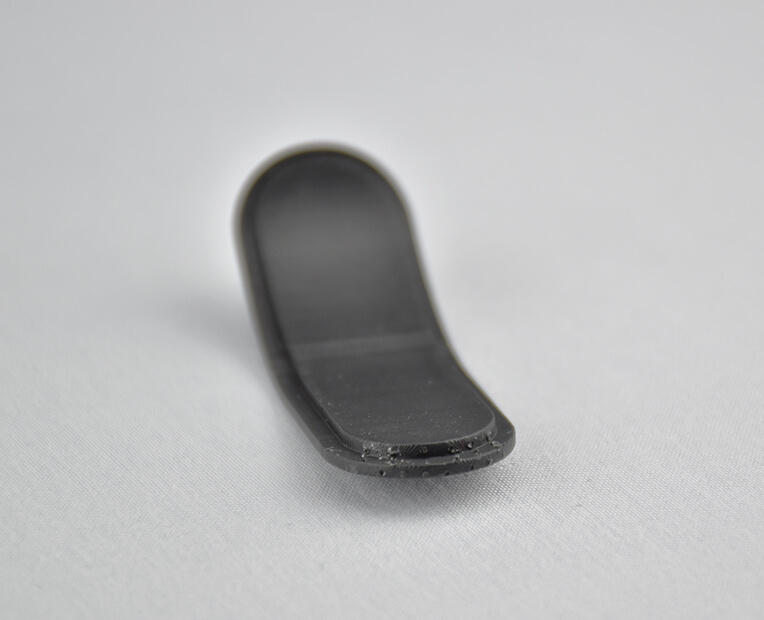
Raw: Supports are removed from the model. Support scars/bumps will still be visible
We remove the support structures during our post-processing steps. The surfaces where the support structure comes in contact with the part will be visible but can be sanded and finished by a technician upon request.
This means there are considerations you should keep in mind during the design of your part to facilitate not only the successful construction of your part but also the removal of support structures and the finishing of your surfaces.
The maximum size of your models are limited by the physical size of our 3D printers – nothing can be printed larger than the printer bed.
Layer thickness : 100µm Accuracy : ± 100µm (Over 90% of scanned data within +/- µm)*
* Data provided by Photocentric
Minimum wall thickness
0.6 mm
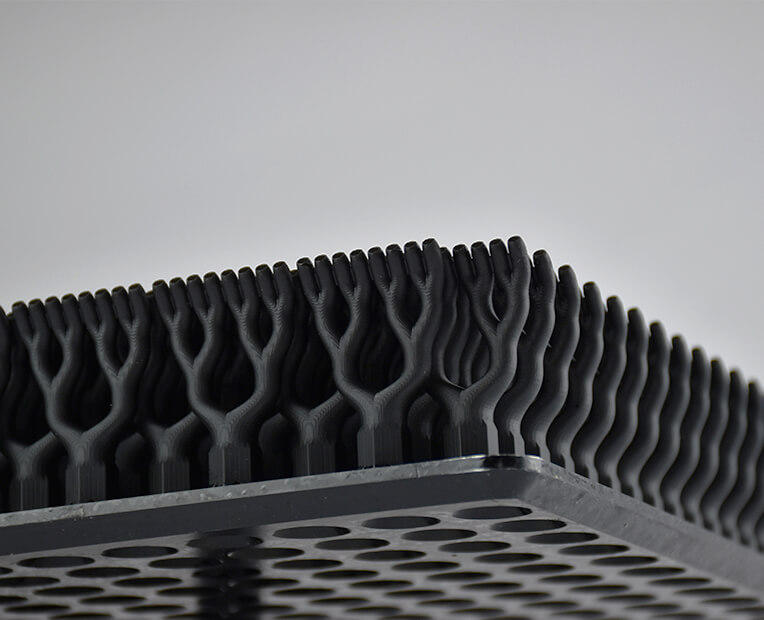
Stemmed elements with support
0.6 mm
Stemmed elements without support
1 mm
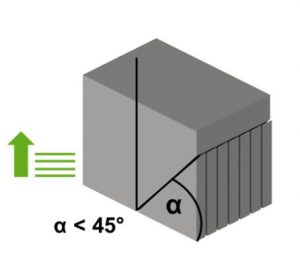
Angles under 45° require support structures.
Please keep in mind that surfaces that have connection with support won´t be as smooth as the surfaces without support.
Additional supports structure might be needed to prevent deformation during printing and post-processing.
Support structures on edges, holes and corners are difficult to remove and sometimes not possible.
Minimum height and width details
Embossed : 0.3 mm
Engraved : 0.3 mm
Ratio Depth / width
1/1
A detail’s minimum precision is mainly determined by the resolution of our 3D printers. However, during the cleaning process, a fine layer of detail can also be lost. In order for a detail and text to be visible we recommend following our recommended sizes at the very least.It’s possible that particularly fine embossings and engravings will not be visible, as the carving could get filled with excess powder that is later unable to be cleaned out. If an embossing or engraving is an essential part of your design we recommend making them as deep as possible. To ensure a better powder removal (thus a better detail visibility), the width of your details must be at least as big as depth.
Enclosed parts ?
No
Interlocking parts ?
No
Our material has the ability to print the most complex designs of our materials . An example of a complex design is a volume enclosed within another volume, like a chain or a ball joint connection. Our printers have the ability to print a fully interlocked chain, with no support structures to remove.
Minimum spacing between fixed walls
0.4 mm
Hollowing ?
No
Our online hollowing optimization tool has the ability to greatly reduce the price and the weight of a print by reducing the amount of material used.
Using the tool requires adding two holes to your model, which will serve as the drain for the excess powder material within the object. The minimum size of these holes is determined by our website. Otherwise, it is possible to hollow your object manually in your 3D modeling software.
It is not possible to print a 3D file containing several objects, that’s why we cannot accept files that contain clusters of multiple objects. However, don’t worry, this doesn’t mean you’ll pay more for your multiple objects: to reduce the 3D printing cost, we set up a different price calculation as soon as you order two or more objects with this technology.
You can also use our online tools and see our tricks and tips on how to reduce your 3D printing price.
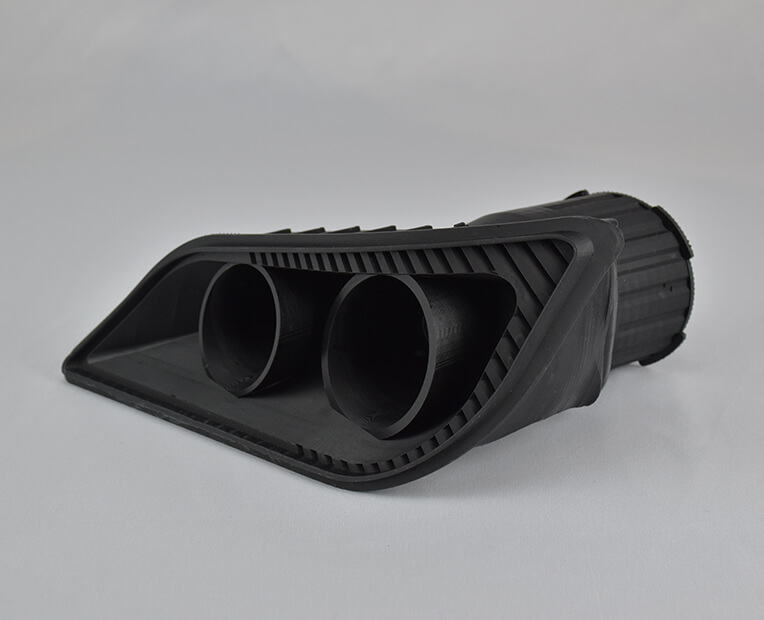
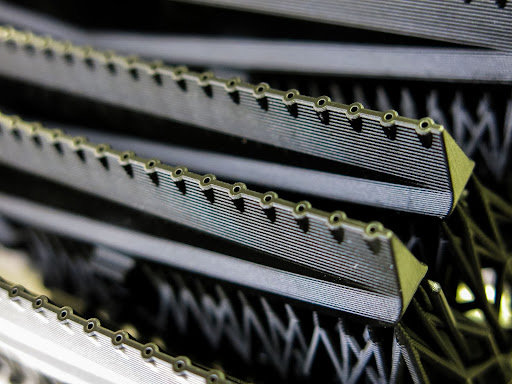
Using freedom of design to improve machines performances
Girbau turned to 3D printing for this technology's speed, efficiency, limitless design possibilities, and cost-effectiveness to create the single solution part they needed to optimize their folding machines.
With Sculpteo’s online 3D printing service you’re just a few clicks away from professional Ultracur3D® EPD 1086 3D printing. Your 3D model is printed with the highest quality and delivered straight to your door.
 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook