If you have any trouble logging in to your account, contact us.
Sign Up
To start 3D printing or Laser Cutting, you'll need to create an account here. Once done, you'll be able to upload your files and get live quotes of yours parts
By clicking on “Create my account”, you give Sculpteo the authorization to process the information submitted above to create your account on the website. By clicking on corresponding boxes, you give Sculpteo the right to send you by mail its newsletter, news from its blog and/or commercial communications. To know more about how Sculpteo processes your personal information, you can check the privacy policy.
Are you looking for the perfect metal 3D printing material for your project? Stainless Steel 316L allows to produce corrosion-resistant and functional parts. Here are all information and advice to help you print your 3D model in our Stainless Steel 316L (metal) material.
Objects printed in 316L stainless steel at Sculpteo are created from fine metallic powder primarily composed of iron (66-70%), enriched with chrome (16-18%), nickel (11-14%), and molybdenum (2-3%). The material provides strong resistance against corrosion and is distinguished for its high ductility. These features make it a great candidate for implementation in several industries, such as the medical field for surgical assistance, endoscopic surgery, or orthopedics; in the aerospace industry for producing mechanical parts; in the automobile industry for corrosion-resistant parts.
316L Stainless Steel printing is very accurate because of the fine coating resolution (30-40 µm) and the laser’s accuracy. Unlike polymer powder sintering, stainless steel printing through DMLS requires adding base structures in order to attach the part to the board and to strengthen distinctive geometries like overhangs. The bases themselves are made from the same powder as the piece and will be taken off afterwards.
With no particular finishing, the material gives off a granular and coarse appearance, though suiting most applications. Smooth and shiny surfaces can be acquired after printing through finishing steps. Pieces can be machined, drilled, welded, electro-eroded, granulated, polished, and coated.
Compared to the other metal 3D printing materials, stainless steel is the smoothest material.
To find out more about the mechanical properties of our stainless steel, refer to the specifications paragraph and the technical data sheet.
What can you do with Stainless Steel 316L?
Since the stainless steel is melded at a very high temperature, the additive metallic production process requires vast technical mastery for the initial studying of thermal and mechanical effects before 3D printing. It also requires excellent knowledge of finishing techniques for the object’s completion.
Successful additive production of stainless steel parts often constitute projects in which 3D printing is wholly justified given it is the best alternative when compared to other production methods (foundry, machining, cutting). We have noted that these benefits to 3D printing are often found in:
To ensure the successful production of your piece, having to modify your initial design is commonplace. Even if we must be repetitive, we prefer to warn you: if you wish to create a stainless steel piece just for curiosity, you risk being disappointed when confronting the necessary effort and cost of undertaking the project!
316L Stainless Steel is a good material for printing both functional and spare parts in 3D. The material is easy to maintain because it attracts little dirt and the presence of chrome gives it the added benefit of never rusting.
316L Stainless Steel is used to offer solid pieces and essential hygienics in several industries such as the medical, aeronautical, automobile, and domestic products industries.
Pricing and delivery
The printing price of your design is calculated automatically the moment it is uploaded. As you modify your object (changing material, finishing, size, using batch control or hollowing feature, etc.) you will note that the price changes automatically. The pricing is based on a series of factors, including total volume, object size, and bounding box – to name a few.
Keep in mind that adding finishing will extend the processing time. The estimated shipping time is also calculated automatically as the object is uploaded and each time you make a modification on it. Delivery time should be added to processing time.
Stainless Steel 3D printing is produced by fusion or laser sintering. Two possible technologies exist for this material: DMLS and SLM. At Sculpteo, we use DMLS (Direct Metal Laser Sintering) technology, a laser sintering technique on an EOS M280 machine to print stainless steel. The laser beam brings the metal powder close to its fusion point layer after layer in order to produce your object.
Since the stainless steel is melded at a very high temperature, the additive metallic production process requires vast technical mastery for the initial studying of thermal and mechanical effects before 3D printing. It also requires excellent knowledge of finishing techniques for the object’s completion.
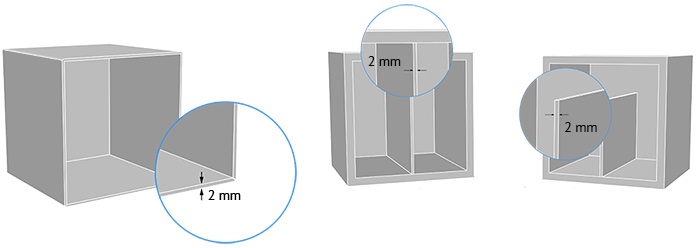
The walls of your design must adhere to a minimum thickness of 2 mm in order to guarantee the structure will not break. If the walls of your model are less than 2 mm, we recommend you to thicken them or add a support structure to maintain stability.
To ensure the solidity of an object, a minimum thickness of 2 mm is recommended.
It is also important to keep in mind that the object is to be printed in a physical form. Thus if a thin aspect is supporting something that is too heavy for it, it may break – even though it is possible with the physics provided within the 3D printing program. We recommend adding a bit of thickness to the places that will get a lot of handling, or that support the most weight.
Do not forget
Keep in mind that our solidity check tool does not detect physical aberrations such as floating parts, unstable position, parts supporting too much weight relative to their thickness, etc. Particular care must be given to the geometry of your design and the most stressed parts must be thickened.
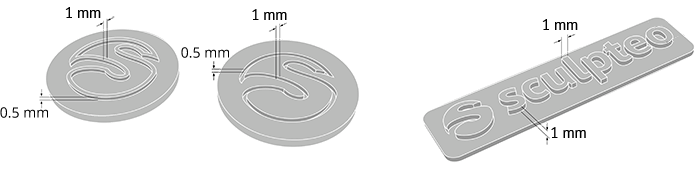
Minimum size of details
1 mm
Minimum height and width details
Embossed: 0.5 mm Engraved: 0.5 mm
Minimum height and width for a readable text
1 mm
Enlargement ratio
1/1
A detail’s minimum precision is mainly determined by the resolution of our printers. However, during the cleaning process, a fine layer of detail can also be lost. In order for a detail or a text to be visible, we highly suggest you follow our recommended sizes at the very least. To ensure a better powder removal (thus a better detail precision), the width of your details must be at least as big as depth.
Enclosed parts?
Not recommended
Interlocking parts?
Not recommended
Minimum spacing between fixed walls
0.2 mm
Minimum clearance between parts
0.2 mm
For a successful 3D print a minimum clearance between objects is required to allow excess material to be sand blown out. If this space is not left within the design, the object will be solid. This is particularly important for articulated objects – as the space left between the walls will define the object’s ability to move.
Clearance should be at least 0.2 mm and depends on the size of your object. For big sizes, the clearance should be greater. This is due to the DMLS printing process. Our printer beds are heated during the process, and larger objects are heated for longer periods. A small space between objects creates the risk of melting them together as they remain under heat for a long period of time. In some other cases, holes should be added to allow us to drain for the excess powder material within the clearance.
Do not forget
Clearance should be at least 0.2 mm, however that is the minimum for small objects. Larger objects require more space between their parts.
Assembly?
No
Hollowing?
No
Files with Multiple Objects ?
No
This is not possible to 3D print a 3D file containing several objects with Stainless Steel.
It is not possible to print a 3D file containing several objects, that’s why we cannot accept files that contain clusters of multiple objects. Though, if you wish to purchase more than one identical parts, you can select the number of parts you want to order during the checkout. The more parts you order, the lower your price per part gets.
You can also use our online tools and see our tricks and tips on how to reduce your 3D printing price.
With Sculpteo’s online 3D printing service you’re just a few clicks away from professional Stainless Steel 316L 3D printing. Your 3D model is printed with the highest quality and delivered straight to your door.
 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook